Le métal peut être plié. Lorsqu’une tôle métallique est fabriquée, elle doit être pliée non seulement pour être formée selon une certaine forme, mais aussi pour répondre aux normes de sécurité en cas d’impact, ce qui permet au métal de se plier au lieu de se casser. Quel que soit le type de métal, ainsi que sa forme et son épaisseur, chaque pièce métallique a un certain degré de ce qu’on appelle la tolérance de pliage ou marge de flexion.
Qu’est-ce que la marge de courbure ou la tolérance de pliage ?
La marge de courbure se définit comme la quantité de matériau à ajouter à la longueur totale d’une tôle métallique afin de la plier à la taille correcte.
La densité des métaux peut être mesurée en GPa, ou gigapascals. Plus un matériau possède de GPa, plus il est rigide. Si la densité est plus faible, les molécules ont plus d’espace pour se déplacer, ce qui facilite la déformation sous une certaine force. Ainsi, plus le GPa est élevé, plus la plieuse aura besoin de puissance pour plier.
Métaux faciles à plier
Tous les métaux ont un certain degré d’élasticité, ce qui est un facteur essentiel dans une plieuse tôle professionnel. Certains métaux sont plus élastiques que d’autres et permettent une flexion plus importante. Les métaux sont classés selon leur module d’élasticité, qui est le rapport entre la contrainte et la déformation du matériau. Ce module est également une mesure de la rigidité d’un matériau.
À la surprise générale, voici certains des métaux les plus élastiques :
- Nitinol (nickel-titane) : 28 GPa
- Étain : 45 GPa
- Magnésium, cadmium et aluminium : 69 GPa
Métaux difficiles à plier
La plupart des métaux sont très rigides. Si un matériau ne peut pas être plié, il se cassera probablement à l’endroit du pli. Voici certains des métaux les plus rigides :
- Tungstène : 411 GPa
- Cuivre au béryllium : 304 GPa
- Chrome : 279 GPa
- Fer forgé et cobalt : 211 GPa
- Acier, acier inoxydable, cobalt et nickel : 210 GPa
Comment mesurer la tolérance de pliage
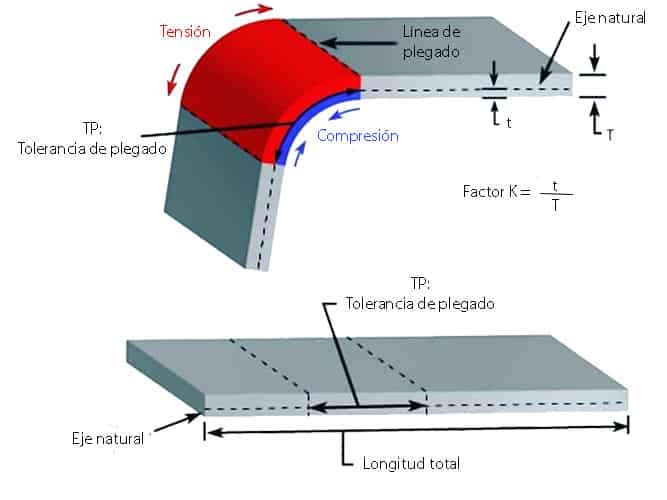
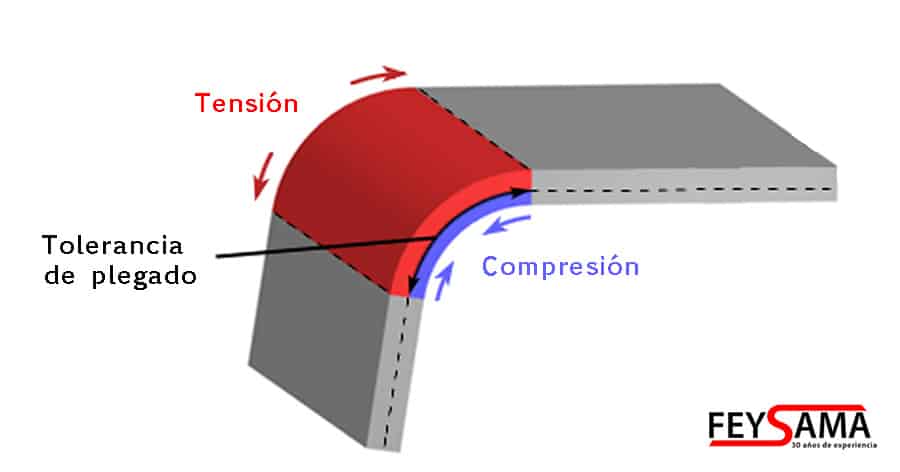
Lorsqu’une tôle métallique est pliée, elle s’agrandit physiquement. Le métal plié aura des dimensions supérieures à l’état plat, sauf si on tient compte de ses dimensions extérieures. Le métal ne se dilate pas réellement : c’est son axe neutre qui se déplace vers l’intérieur. Les presse plieuse CNC réalisent désormais automatiquement ce calcul.
Tabla de tolerancia de plegado
| Matériel | Épaisseur | Déduction | Intérieur R |
Angle | Matrice | Poinçons | ||
| R | V Angle |
R | Angle | |||||
| Fer | 0.8 | 1.5 | 1.3 | 90° | 0.5 | 8 | 0.2 | 88° |
| 0.9 | 1.7 | 1.3 | 90° | 0.5 | 6 | 0.2 | 88° | |
| 1 | 1.8 | 1.3 | 90° | 0.5 | 8 | 0.2 | 88° | |
| 1.2 | 1.91 | 1 | 90° | 0.4 | 6 | 0.2 | 88° | |
| 1.2 | 2.1 | 1.3 | 90° | 0.5 | 8 | 0.2 | 88° | |
| 1.5 | 2.5 | 1.3 | 90° | 0.5 | 8 | 0.2 | 88° | |
| Laminés à froid | 1.6 | 2.65 | 1.3 | 90° | 0.5 | 8 | 0.6 | 88° |
| 1.8 | 3.4 | 2 | 90° | 0.8 | 12 | 0.6 | 88° | |
| 2 | 3.5 | 2 | 90° | 0.8 | 12 | 0.6 | 88° | |
| 2.3 | 3.75 | 2 | 90° | 0.8 | 12 | 0.6 | 88° | |
| 2.5 | 4.2 | 2.6 | 90° | 0.8 | 16 | 0.6 | 88° | |
| 3 | 5.05 | 2.6 | 90° | 0.8 | 16 | 0.6 | 88° | |
| 4 | 6.9 | 4 | 90° | 0.8 | 25 | 0.6 | 88° | |
| Laminés à chaud | 2.3 | 3.77 | 2.6 | 90° | 0.8 | 16 | 0.6 | 88° |
| 3.2 | 5.2 | 2.6 | 90° | 0.8 | 16 | 0.6 | 88° | |
| 4.2 | 7.4 | 4 | 90° | 0.8 | 25 | 0.6 | 88° | |
| 4.8 | 8.1 | 4 | 90° | 0.8 | 25 | 0.6 | 88° | |
| Aluminium | 0.8 | 1.5 | 1.3 | 90° | 0.5 | 6 | 0.2 | 88° |
| 1 | 1.6 | 1.3 | 90° | 0.5 | 8 | 0.2 | 88° | |
| 1.2 | 2.1 | 1.3 | 90° | 0.5 | 8 | 0.2 | 88° | |
| 1.5 | 2.45 | 1.3 | 90° | 0.5 | 8 | 0.2 | 88° | |
| 1.6 | 2.7 | 1.3 | 90° | 0.5 | 8 | 0.6 | 88° | |
| 1.6 | 2.4 | 1.3 | 90° | 0.6 | 10 | 0.6 | 88° | |
| 2 | 3.25 | 2 | 90° | 0.8 | 12 | 0.6 | 88° | |
| 2.3 | 3.6 | 2.6 | 90° | 0.8 | 16 | 0.6 | 88° | |
| 2.5 | 4.2 | 2.6 | 90° | 0.5 | 16 | 0.6 | 88° | |
| 3 | 4.7 | 2.6 | 90° | 0.8 | 16 | 0.6 | 88° | |
| 3.2 | 5 | 2.6 | 90° | 0.8 | 16 | 0.6 | 88° | |
| 3.5 | 5.9 | 4 | 90° | 0.8 | 25 | 1.5 | 88° | |
| 4 | 6.8 | 4 | 90° | 0.8 | 25 | 1.5 | 88° | |
| 5 | 8.1 | 4 | 90° | 0.8 | 25 | 3.2 | 88° | |
| Cuivre | 0.8 | 1.6 | 1.3 | 90° | 0.5 | 6 | 0.2 | 88° |
| 1 | 1.9 | 1.3 | 90° | 0.5 | 8 | 0.2 | 88° | |
| 1.2 | 2.15 | 1.3 | 90° | 0.5 | 8 | 0.2 | 88° | |
| 1.5 | 2.55 | 1.3 | 90° | 0.5 | 8 | 0.2 | 88° | |
| 2 | 3.5 | 2 | 90° | 0.8 | 12 | 0.6 | 88° | |
| 2.5 | 4.2 | 2.6 | 90° | 0.8 | 16 | 0.6 | 88° | |
| 3 | 5 | 2.6 | 90° | 0.8 | 16 | 0.6 | 88° | |
| 3.2 | 5.1 | 2.6 | 90° | 0.8 | 16 | 0.6 | 88° | |
| 3.5 | 6 | 4 | 90° | 0.8 | 25 | 1.5 | 88° | |
| 4 | 7 | 4 | 90° | 0.8 | 25 | 1.5 | 88° | |
Formule de la tolérance de pliage
Tolérance de pliage (TP) = A × π / 180 × (R + K × T)
TP représente la marge de courbure. A est l’angle de pliage. R est le rayon intérieur du pli. K est le facteur K (généralement compris entre 0 et 0,5), qui représente la position de l’axe neutre par rapport à l’épaisseur T du matériau.
Pour trouver l’axe neutre, multipliez l’épaisseur par K. Par exemple, un résultat de 0,030 signifie que l’axe neutre est situé à 0,030 pouces de la surface intérieure.
Qu’est-ce que la déduction de pliage ?
Déduction de pliage (DP) = 2 × (R + T) × tan(A / 2) – TP
Le terme « déduction de pliage » est parfois confondu avec « tolérance de pliage ». Cependant, la déduction est la quantité de matériau à retirer pour revenir à une longueur de tôle à plat. Les fabricants utilisent cette méthode pour compenser la tolérance de pliage lorsque nécessaire.
Conclusion
Il est essentiel de comprendre la marge de courbure lorsqu’on travaille avec différents types de tôles métalliques. Pour minimiser les erreurs de production, il convient de toujours intégrer cette donnée dans vos calculs, et d’appliquer la déduction de pliage si besoin.